 YunGang Industrial Zone, Yuhuan County, Zhejiang province, China
YunGang Industrial Zone, Yuhuan County, Zhejiang province, China  +86-18967680938
+86-18967680938 
 Language
Language
Home / News / Industry News / Hydraulic Angle Iron Processing Machine: Power for High-Volume Metal Fabrication



Angle iron is everywhere. Shelves, frames, brackets, and trailers all use it. The shape is simple—two legs at a 90-degree angle. But working with angle iron by hand is slow. A torch cuts it. A drill punches holes. A grinder notches it. A hydraulic angle iron processing machine does all three. Faster. More precise. Less waste. Here is what buyers should know.
The machine cuts angle iron to length
A hydraulic angle iron processing machine has a shear. The shear chops through both legs of the angle iron at once. No torch. No grinding. The cut is square. The edges are clean. No slag. No cleanup.
The shear capacity depends on the machine. Small machines cut 2-inch angle iron. Large machines cut 6-inch or bigger. Thickness matters too. 1/4 inch. 3/8 inch. 1/2 inch. The machine needs to match your material.
The machine punches holes in the legs
The punch station pushes a hole through one or both legs. A hydraulic angle iron processing machine can punch round holes, square holes, or oval holes. The die changes for different hole shapes.
Punching is faster than drilling. No chips. No bit changes. The hole is accurate. The tooling lasts for thousands of hits.
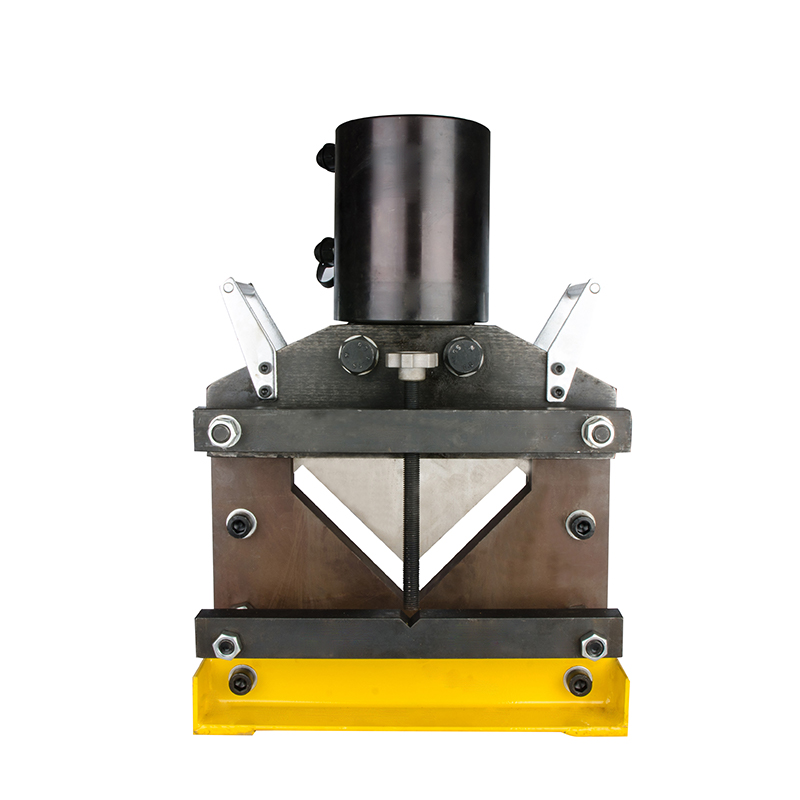
The machine notches the ends for coping and fitting
Angle iron needs notches to fit together. A coped notch lets one piece sit over another. A hydraulic angle iron processing machine has a notching station. The notcher cuts a V or rectangle out of the leg. The two pieces fit flush.
Here is what a processing machine does:
Hydraulic machines deliver consistent force
A manual machine depends on the operator's strength. A hydraulic angle iron processing machine delivers the same force every time. The cut is square. The punch is clean. The notch is accurate.
Hydraulic machines are faster
Push a button. The machine cycles. A hydraulic angle iron processing machine processes a piece in seconds. A manual machine takes longer. The operator gets tired. The pace slows.
Hydraulic machines handle thicker material
Manual shears max out at 1/4 inch. A hydraulic angle iron processing machine handles 1/2 inch or thicker. The hydraulic cylinder multiplies the force. The operator does not strain.
Capacity matches your material size
A machine is rated by angle size and thickness. A 3x3x1/4 machine handles 3-inch angle iron up to 1/4 inch thick. Do not push it. A bigger angle will jam. A thicker piece will break the tooling.
Here is what capacity numbers mean:
Tooling changeover speed
The punch and die need to change for different hole sizes. A hydraulic angle iron processing machine with quick-change tooling saves time. Loosen one bolt. Slide the punch out. Slide the new one in. Tighten.
Notching depth and width
The notcher removes material from the leg. A hydraulic angle iron processing machine notcher has a depth stop. Set the depth. The notcher cuts that far. Too deep, and the leg is weak. Too shallow, and the pieces do not fit.
Notcher width should match your application. A 2-inch notch is common. Larger notches need larger machines.
Hydraulic system quality
The pump, cylinder, and valves are the heart of the machine. A hydraulic angle iron processing machine with a reliable hydraulic system runs for years. Leaks are the main failure. Good seals and quality hoses matter.
The shear blade dulls and cuts crooked
Soft blades wear out. The cut is ragged. The angle iron does not fit square. Hardened blades last longer. They can be resharpened.
The punch breaks on thick material
Cheap punches are brittle. A punch rated for 1/4 inch breaks on 5/16 inch. The punch shatters. Pieces fly. Tool steel punches resist breakage.
The hydraulic system leaks
Leaks are the biggest problem with hydraulic machines. A hydraulic angle iron processing machine with poor seals leaks oil. The pressure drops. The machine loses power.
The notcher jams
The notcher removes a slug of metal. The slug needs to fall clear. Poor ejection jams the notcher. The operator stops and clears the jam.
A hydraulic angle iron processing machine speeds up fabrication. One machine does what three tools used to do—cut, punch, and notch. Match the machine to your material. Get quick-change tooling if you change hole sizes often. Look for hardened blades and punches. Choose a machine with a reliable hydraulic system.
A good machine costs more upfront. It lasts for years. It pays for itself in labor savings. A cheap machine breaks. The operator gets frustrated. The work slows down. Angle iron is not going away. Shelves, frames, brackets, and trailers all need processing. A good machine makes the job easy. Buy one that fits your needs. Your shop will thank you.














